Biopolymer Production from Ligno waste
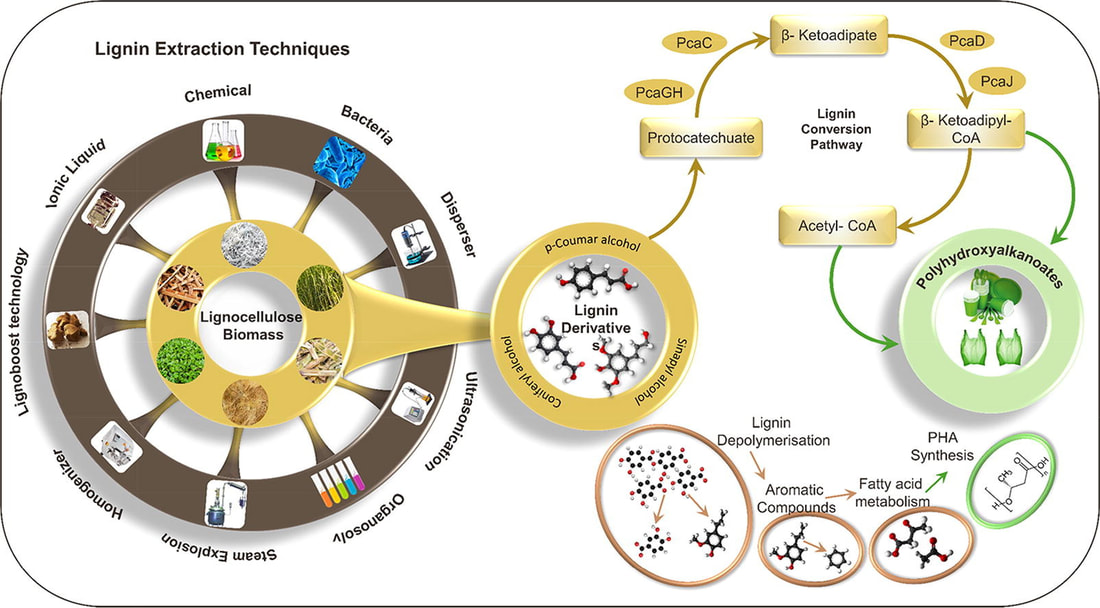
Lignin based biopolymer production is the most promising technology in the perspective of lignin valorization and sustainable development. Valorization of lignin gain the potentials to produce high value added products such as polyhydroxyalkonates, polyhydroxybutyrates, polyurethane etc. However, lignin valorization processes still needs development due to the recalcitrant nature of lignin which restricts its potential to produce valuable products. AIn the view of multipurpose characteristics of lignin for biopolymer production, this review will spot light the potential applications of lignin and lignin based derivatives on biopolymer production, various lignin separation technologies, lignin depolymerization process, biopolymers production strategies and the challenges in lignin valorization will be addressed and discussed.
Membrane Bioreactor(MBR)
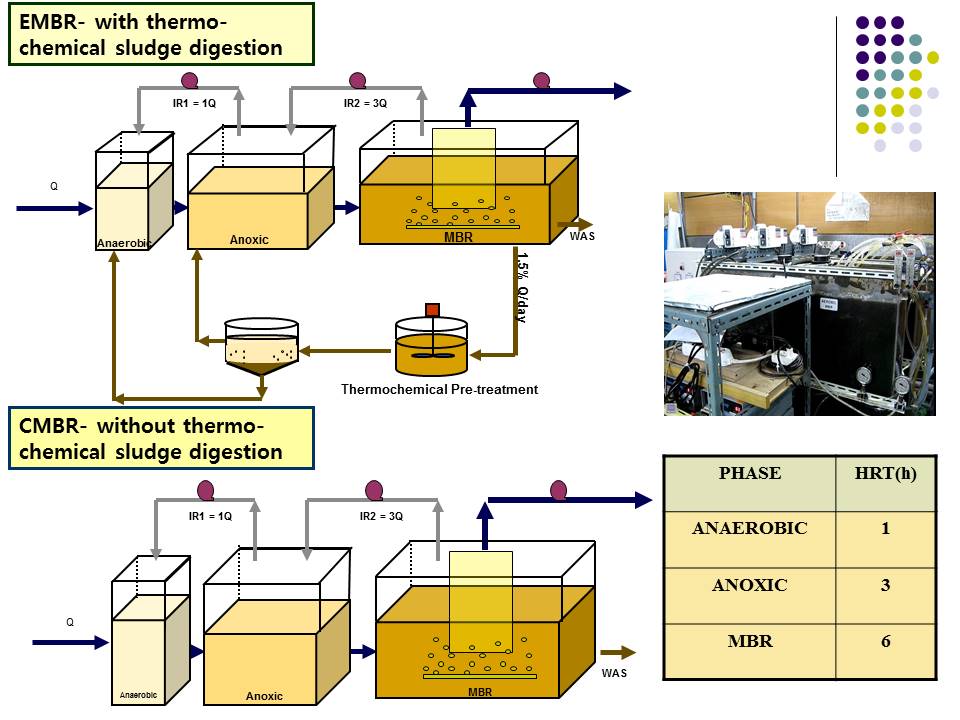
In this study, an aerobic submerged membrane bioreactor (MBR) was used to study the effect of alkaline and ozone pretreatment on the efficiency of sludge reduction. The MBRs were operated with mixed liquor suspended solids (MLSS) concentrations in the range of 7,000–7,200 mg/L for a period of 120 d. In the EMBR, part of the MLSS was withdrawn at a ratio of 1.5% of Q and was pretreated by alkali-ozone. The sludge pretreatment was carried out at pH 11 and an ozone dosage of 0.09 gO3/g MLSS. During the pretreatment, 40% COD solubilization and 30% suspended solid reduction were observed.
Video Link : - Experimental Arrangement
Video Link : - Experimental Arrangement
Methane from Waste Micro Biomass
The present study investigates the synergistic effect of combined bacterial disintegration on mixed microalgal biomass for energy efficient biomethane generation. A maximal dissolvable organics release and algal biomass lysis rate of about 1100, 950 and 800 mg/L and 26, 23 and 18% was achieved in PA + C (protease, amylase + cellulase secreting bacteria), C (cellulase alone) and PA (protease, amylase) microalgal disintegration. During anaerobic fermentation, a greater production of volatile fatty acids (1000 mg/L) was noted in PA + C bacterial disintegration of microalgal biomass. PA + C bacterial disintegration improve the amenability of microalgal biomass to biomethanation process with higher biodegradability of about 0.27 gCOD/g COD, respectively. The energy balance analysis of this combined bacterial disintegration of microalgal biomass provides surplus positive net energy (1.14 GJ/d) by compensating the input energy requirements.
Methane from Waste Biomass
In the present study, a novel attempt was made to recover energy (methane) in an efficient way by floc disruption through low temperature thermochemical (LTTC) treatment followed by antibiotic secreting bacterial disintegration (ABD). Growth optimization studies were performed using response surface methodology (RSM). Results revealed that the optimal pH, temperature, and growth time were 6.5, 40°C, and 24 h, respectively. LTTC followed by ABD was found to be more efficient than the ABD process alone in terms of degree of cell lysis (17% vs. 10.5%) and methane production potential (0.24gCOD/gCOD vs.0.15 gCOD/gCOD).
Methane from Lignocellulosic Biomass
The present study concerns the liquefying potential of an unusual source of lignocellulosic biomass (Marsilea spp., water clover, an aquatic fern) during combinative pretreatment. The focus was on how the pretreatment affects the biodegradability, methane production, and profitability of thermochemical dispersion disintegration (TCDD) based on liquefaction and soluble lignin. The TCDD process was effective at 12,000 rpm and 11 min under the optimized thermochemical conditions (80 °C and pH 11). The results from biodegradability tests imply that 30% liquefaction was sufficient to achieve enhanced biodegradability of about 0.280 g-COD/g-COD. When biodegradability was > 30% inhibition was observed (0.267 and 0.264 g-COD/g-COD at 35–40% liquefaction) due to higher soluble lignin release (4.53–4.95 g/L).
Hydrogen from Waste Marine algae Biomass
The present study aimed to increase the disintegration potential of marine macroalgae, (Ulva reticulata) through chemo mechanical pretreatment (CMP) in an energy efficient manner. By combining surfactant with disperser, the specific energy input was considerably reduced from 437.1 kJ/kg TS to 264.9 kJ/kg TS to achieve 10.7% liquefaction. A disperser rpm (10,000), pretreatment time (30 min) and tween 80 dosage (21.6 mg/L) were considered as an optimum for effective liquefaction of algal biomass. CMP was designated as an appropriate pretreatment resulting in a higher soluble organic release 1250 mg/L, respectively. Anaerobic fermentation results revealed that the volatile fatty acid (VFA) concentration was doubled (782 mg/L) in CMP when compared to mechanical pretreatment (MP) (345 mg/L). CMP pretreated algal biomass was considered as the suitable for biohydrogen production with highest H2 yield of about 63 mL H2/g COD than (MP) (45 mL H2/g COD) and control (10 mL H2/g COD)
Methane from Waste Marco Biomass
In this study, an effort has been made to reduce the energy cost of liquefaction by coupling a mechanical disperser with a chemical (sodium tripolyphosphate). In terms of the cost and specific energy demand of liquefaction, the algal biomass disintegrated at 12,000 rpm for 30 min, and an STPP dosage of about 0.04 g/g COD was chosen as an optimal parameter. Chemo disperser liquefaction (CDL) was found to be energetically and economically sustainable in terms of liquefaction, methane production, and net profit (15%, 0.14 g COD/g COD, and 4 USD/Ton of algal biomass) and preferable to disperser liquefaction (DL) (10%, 0.11 g COD/g COD, and -475 USD/Ton of algal biomass).
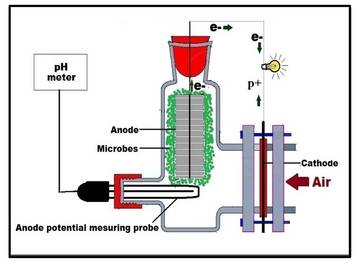
Microbial Fuel Cell (MFC)
Microbial fuel cell (MFC) was evaluated for treating retting wastewater at different loading rates to determine power generation, chemical oxygen demand (COD) consumption rate and phenol removal for a period of 270 days. A maximum power density of 254 mW/m2 was achieved during the treatment of retting wastewater (external resistance — 350Ω). COD removal of 70% was accomplished at a loading rate of 0.45 g COD/L reactor/day and phenol removal of 95% was obtained at a loading rate of 0.28 g phenol/L reactor/day. The power density exhibited an increasing pattern as the loading rate of MFC was increased from 0.45 to 2.69 g COD/L reactor/day.
